

Elimine el deslizamiento de la correa y prolongue la vida útil de su polea con nuestras poleas revestidas de caucho de primera calidad. Utilizando tecnología avanzada Tecnología de vulcanización en caliente, La capa de caucho está permanentemente unida químicamente a la carcasa de acero, lo que garantiza que no se desprenda ni siquiera con un par elevado. Disponible en superficies de diamante, espiga o lisas para adaptarse a sus necesidades específicas de manipulación de materiales a granel.
Descripción general del producto
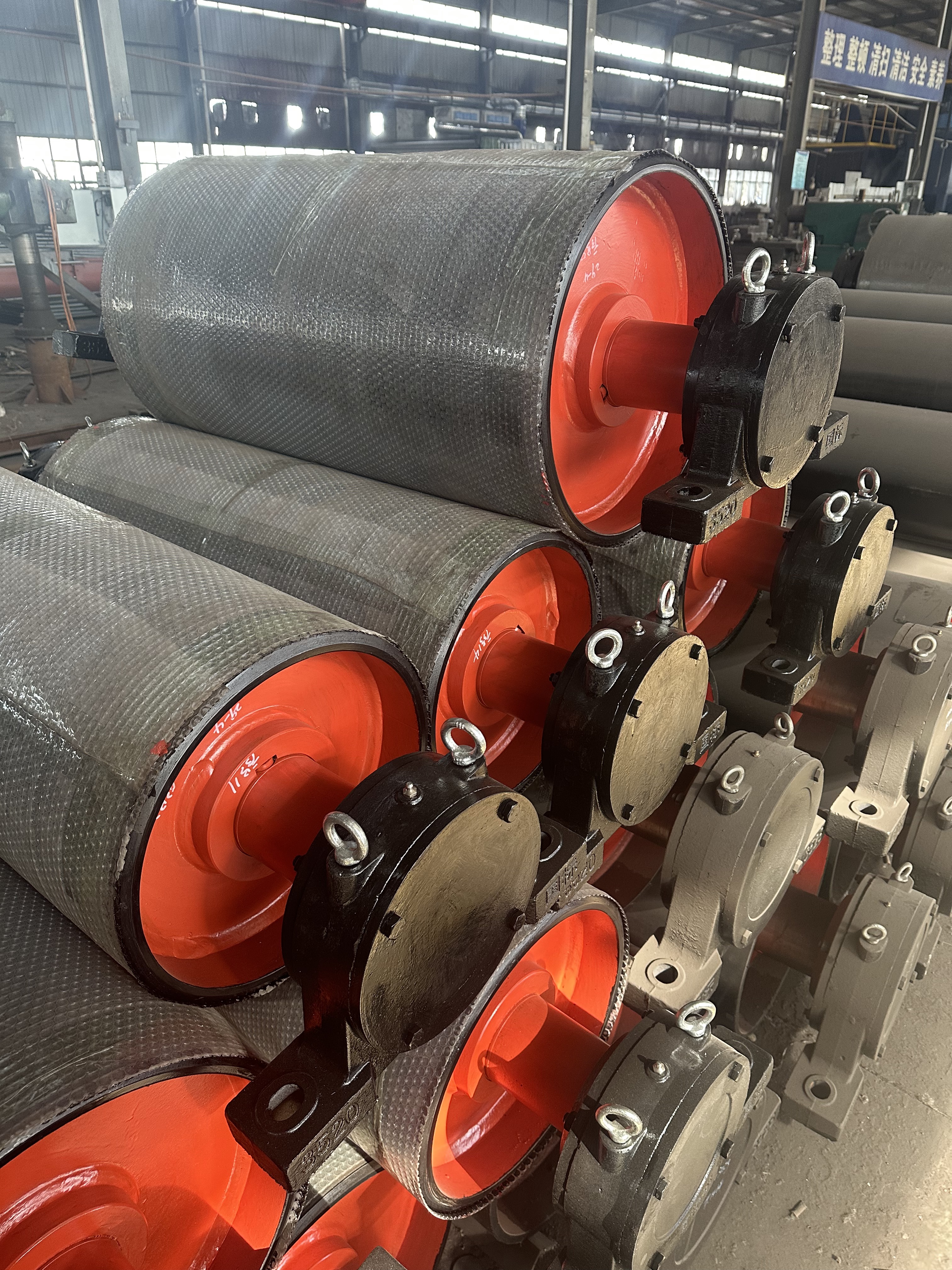
Una polea revestida es esencial para mejorar la tracción (fricción) entre la banda transportadora y la polea, especialmente en entornos húmedos o fangosos. También actúa como capa protectora, protegiendo la carcasa de acero del desgaste y la corrosión.
Fabricamos poleas rezagadas tanto para Conducir (Cabeza) y Sin unidad Posiciones de cola/curva. Nuestras instalaciones están equipadas con autoclaves de vulcanización de gran capacidad para manipular poleas de hasta Ø1600 mm o más.
Tipos y aplicaciones de revestimientos
- 1. Revestimiento de caucho con patrón de diamante (el más popular):
- Característica: Las ranuras se cortan en forma de diamante.
- Función: Las ranuras permiten que el agua y la suciedad escapen (water-shedding), aumentando significativamente el coeficiente de agarre.
- Solicitud: Ideal para poleas de transmisión y transportadores reversibles.
- 2. Revestimiento de caucho liso/liso:
- Característica: Superficie lisa sin ranuras.
- Función: Protege las poleas no motrices contra el desgaste y aumenta la estabilidad de seguimiento de la correa.
- Solicitud: Poleas de retención, poleas de flexión y poleas tensoras (condiciones secas).
- 3. Revestimiento cerámico:
- Característica: Baldosas cerámicas con alto contenido en alúmina embebidas en una matriz de caucho.
- Función: Resistencia extrema al desgaste (vida útil 3-5 veces mayor que el caucho) y cero deslizamiento.
- Solicitud: Poleas de transmisión de alta tensión y servicio pesado en minas de carbón y terminales de mineral de hierro.
Nuestro proceso de fabricación: vulcanización en caliente vs. unión en frío
Priorizamos la vulcanización en caliente. La carcasa de la polea se arena, se imprima y se recubre con caucho sin curar, para luego colocarse en un autoclave de vapor a alta presión.
- Resultado: El caucho y el acero se convierten en una unidad integral.
- Beneficio: Sin desprendimiento, sin formación de burbujas y con una resistencia al corte mucho mayor en comparación con la unión en frío in situ.
Especificaciones técnicas
| Parámetro | Detalles de la especificación |
| Material de la carcasa | Acero al carbono Q235B / Q345B |
| Material de revestimiento | Caucho natural (NR) / SBR / Compuesto de caucho cerámico |
| Espesor del revestimiento | Estándar: 10 mm, 12 mm, 15 mm, 20 mm |
| Dureza del caucho | 60 ± 5 Shore A (Estándar) |
| Pérdida por abrasión | < 120 mm³ (Norma DIN 53516) |
| Fuerza de unión | > 12 N/mm (caucho a acero) |
| Patrón de ranura | Diamante (rombo), espiga o liso |
| Estándar de eje | Acero 45# / 40Cr (dimensiones ISO/CEMA) |
| Opciones de color | Negro (estándar), rojo, azul |
Inspección de calidad
- Comprobación visual: Sin burbujas de aire ni impurezas en la superficie.
- Comprobación de dimensiones: Uniformidad del espesor del caucho.
- Prueba de dureza: Verificado utilizando un durómetro Shore A.








