

Исключите проскальзывание ремня и продлите срок службы шкива с помощью наших высококачественных шкивов с резиновой изоляцией. Используя передовые технологии, мы создали Технология горячей вулканизации, Резиновый слой прочно химически соединен со стальным корпусом, что гарантирует его стойкость даже при высоком крутящем моменте. Доступны варианты с ромбовидной, елочной или гладкой поверхностью в зависимости от ваших конкретных требований к обработке сыпучих материалов.
Обзор продукта
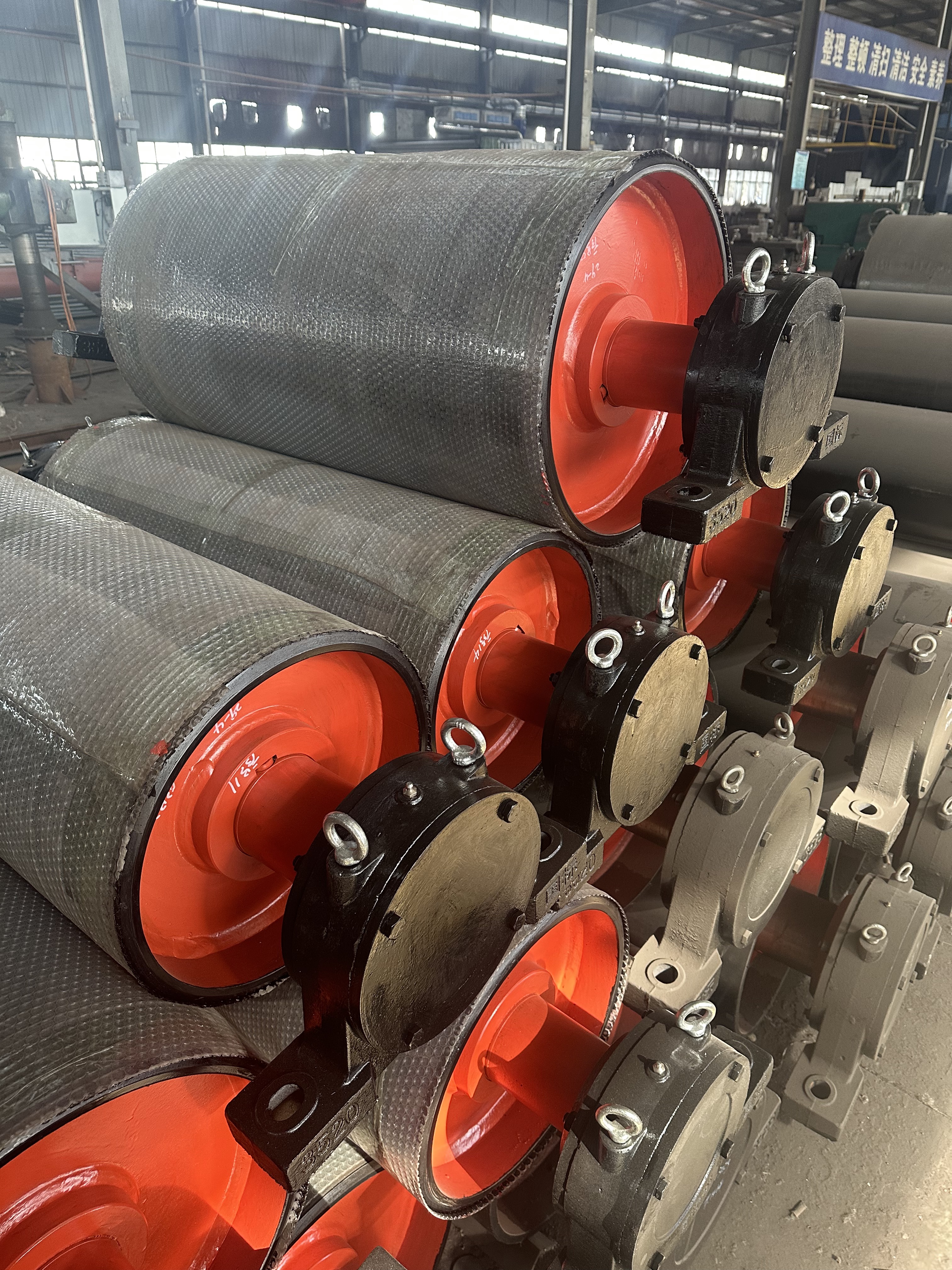
Шкив с защитным покрытием необходим для улучшения сцепления (трения) между конвейерной лентой и шкивом, особенно во влажной или грязной среде. Он также служит защитным слоем, предохраняя стальную оболочку от износа и коррозии.
Мы производим шкивы с теплоизоляцией для обоих типов конструкций. Водить машину (Голова) и Неприводной (Хвостовая часть/Изгиб) позиции. Наше предприятие оснащено крупномасштабными вулканизационными автоклавами для обработки шкивов диаметром до Ø1600 мм и более.
Типы и области применения изоляционных материалов
- 1. Резиновая теплоизоляция с ромбовидным рисунком (самый популярный вариант):
- Особенность: Канавки вырезаны в виде ромбов.
- Функция: Канавки позволяют воде и грязи вытекать (водоотводящие свойства), значительно увеличивая коэффициент сцепления.
- Приложение: Идеально подходит для приводных шкивов и реверсивных конвейеров.
- 2. Гладкая/простая резиновая изоляция:
- Особенность: Гладкая поверхность без борозд.
- Функция: Защищает неприводные шкивы от износа и повышает стабильность движения ремня.
- Приложение: Блоки с укороченным ходом, изогнутые блоки и натяжные блоки (в сухих условиях).
- 3. Керамическая футеровка:
- Особенность: Керамические плитки с высоким содержанием глинозема, встроенные в резиновую матрицу.
- Функция: Исключительная износостойкость (в 3-5 раз дольше, чем у резины) и полное отсутствие проскальзывания.
- Приложение: Высоконатяжные приводные шкивы большой грузоподъемности, используемые в угольных шахтах и на терминалах по перевалке железной руды.
Наш производственный процесс: горячая вулканизация против холодной сварки.
Мы уделяем приоритетное внимание горячей вулканизации. Корпус шкива подвергается пескоструйной обработке, грунтовке и обматывается неотвержденной резиной, после чего помещается в автоклав с паром высокого давления.
- Результат: Резина и сталь образуют единое целое.
- Выгода: Отсутствие отслаивания, образования пузырьков и значительно более высокая прочность на сдвиг по сравнению с холодным склеиванием на месте.
Технические характеристики
| Параметр | Технические характеристики |
| Материал оболочки | Углеродистая сталь Q235B / Q345B |
| Материал для теплоизоляции | Натуральный каучук (NR) / SBR / Керамо-каучуковый композит |
| Толщина отставания | Стандартные размеры: 10 мм, 12 мм, 15 мм, 20 мм |
| Твердость резины | 60 ± 5 Шор А (Стандарт) |
| Износ | < 120 мм³ (стандарт DIN 53516) |
| Прочность сцепления | > 12 Н/мм (резина к стали) |
| Рисунок канавки | Ромбовидный (ромб), ёлочный или гладкий узор. |
| Стандартный вал | Сталь 45# / 40Cr (размеры ISO/CEMA) |
| Варианты цвета | Черный (стандартный), красный, синий |
Контроль качества
- Визуальная проверка: На поверхности отсутствуют пузырьки воздуха и примеси.
- Проверка размеров: Равномерная толщина резины.
- Испытание на твердость: Проверено с помощью твердомера по Шору А.








